项目名称:航空零部件装配实验台定制与加工服务
项目联系方式:
项目联系人:杨老师
项目联系电话: 18682920392,softyj@xjtu.edu.cn
采购单位联系方式:
采购单位: 金沙威尼斯欢乐娱人城
联系人和联系方式: 齐老师,88965750,nancy1983@xjtu.edu.cn
联系地址: 西安市长安区中国西部科技创新港高端装备研究院
一、采购项目的名称、数量、简要规格描述或项目基本概况介绍
(一)样件加工
航空零部件加工内容包括了扣板、相似件、翼面吊装、发动机的相关组件及其连接件,中标单位需以此为基础,自行修改设计,具体的修改设计细节要与甲方沟通协调。
表1 扣板加工明细 |
序号 |
名称 |
加工方式 |
单位 |
数量 |
备注 |
1 |
蒙皮扣板a |
CNC |
件 |
1 |
2A12 |
2 |
蒙皮扣板b |
CNC |
件 |
1 |
2A12 |
3 |
蒙皮扣板c |
CNC |
件 |
1 |
2A12 |
4 |
蒙皮扣板底座 |
CNC |
件 |
1 |
2A12 |
5 |
作动筒盖a |
CNC |
件 |
1 |
2A12 |
6 |
作动筒盖b |
CNC |
件 |
1 |
2A12 |
7 |
作动筒盖c |
CNC |
件 |
1 |
2A12 |
8 |
作动筒盖底座(底板和支架) |
组装(螺钉连接) |
套 |
1 |
由底座+支架两个零件通过沉头螺钉组装,底板上连接支架的孔带螺纹 |
9 |
作动筒盖底座-底板 |
CNC |
件 |
1 |
6061 |
10 |
作动筒盖底座-支架 |
CNC |
件 |
1 |
6061 |
11 |
舱门扣板a |
CNC |
件 |
1 |
2A12 |
12 |
舱门扣板b |
CNC |
件 |
1 |
2A12 |
13 |
舱门扣板c |
CNC |
件 |
1 |
2A12 |
14 |
舱门扣板底座 |
CNC |
件 |
1 |
2A12 |
15 |
菱形扣板a |
CNC |
件 |
1 |
2A12 |
16 |
菱形扣板b |
CNC |
件 |
1 |
2A12 |
17 |
菱形扣板c |
CNC |
件 |
1 |
2A12 |
18 |
菱形扣板底座 |
CNC |
件 |
1 |
2A12 |
19 |
五边形扣板a |
CNC |
件 |
1 |
2A12 |
20 |
五边形扣板b |
CNC |
件 |
1 |
2A12 |
21 |
五边形扣板c |
CNC |
件 |
1 |
2A12 |
22 |
六边形扣板a |
CNC |
件 |
1 |
2A12 |
23 |
六边形扣板b |
CNC |
件 |
1 |
2A12 |
24 |
六边形扣板c |
CNC |
件 |
1 |
2A12 |
25 |
弧形扣板a |
CNC |
件 |
1 |
2A12 |
26 |
弧形扣板b |
CNC |
件 |
1 |
2A12 |
27 |
弧形扣板c |
CNC |
件 |
1 |
2A12 |
28 |
三类扣板底座 |
CNC |
件 |
1 |
2A12 |
29 |
实验台框架 |
CNC+组装 |
套 |
1 |
3360欧标;按三维图加工 |
30 |
激光工装 |
CNC |
件 |
1 |
2A12 |
31 |
转盘连接柱 |
CNC |
件 |
4 |
2A12 |
32 |
转盘连接板 |
CNC |
件 |
1 |
2A12 |
33 |
转台连接板 |
CNC |
件 |
1 |
2A12 |
34 |
鸭翼缘条(两大一小) |
CNC |
套 |
1 |
6061;图纸待定 |
35 |
上蒙皮边 |
CNC |
件 |
1 |
6061;图纸待定 |
36 |
下蒙皮边 |
CNC |
件 |
1 |
6061;图纸待定 |
表2 相似件及角件加工明细 |
序号 |
名称 |
加工方式 |
单位 |
数量 |
材质+说明 |
1 |
相似件 |
CNC |
件 |
30 |
2A12;30件都不一样 |
2 |
XYR运动平台连接板 |
CNC |
件 |
1 |
2A12 |
3 |
XYR运动平台光源支板 |
CNC |
件 |
1 |
2A12 |
4 |
铝型材框架 |
CNC+组装 |
件 |
1 |
6063;材料购买方待定 |
5 |
相机水平夹具 |
CNC |
件 |
2 |
2A12 |
6 |
相机顶板 |
激光切割 |
件 |
1 |
2A12 |
7 |
相机垂直夹具 |
CNC |
件 |
1 |
2A12 |
8 |
角片 |
CNC |
件 |
14 |
2A12;7种各2件 |
9 |
翼面制孔 |
组装后钳工配打 |
套 |
1 |
图纸待提供 |
10 |
法兰盘 |
CNC |
件 |
3 |
2A12 |
11 |
钻模 |
CNC |
件 |
1 |
2A12 |
12 |
翼面侧面扣板左 |
CNC |
件 |
1 |
2A12 |
13 |
翼面侧面扣板右 |
CNC |
件 |
1 |
2A12 |
14 |
翼面骨架侧面板1 |
CNC |
件 |
1 |
2A12 |
15 |
翼面骨架侧面板2 |
CNC |
件 |
1 |
2A12 |
16 |
翼面骨架侧面板3 |
CNC |
件 |
1 |
2A12 |
17 |
翼面骨架侧面板4 |
CNC |
件 |
1 |
2A12 |
18 |
翼面骨架侧面板5 |
CNC |
件 |
1 |
2A12 |
表3 翼面吊装加工明细 |
序号 |
名称 |
加工方式 |
单位 |
数量 |
备注 |
1 |
翼肋竖1 |
激光切割外形(外形加工到尺寸,3个斜槽不切割)后,CNC加工3个斜槽和端面。 |
件 |
1 |
2A12 |
2 |
翼肋竖2 |
激光切割外形(外形加工到尺寸,3个斜槽不切割)后,CNC加工3个斜槽和端面。 |
件 |
1 |
2A12 |
3 |
翼肋竖3 |
激光切割外形(外形加工到尺寸,2个斜槽不切割)后,CNC加工2个斜槽和端面。 |
件 |
1 |
2A12 |
4 |
翼肋竖4 |
激光切割外形(外形加工到尺寸,2个斜槽和斜孔不切割)后,CNC加工2个斜槽、端面和斜孔。 |
件 |
1 |
2A12 |
5 |
翼肋竖5 |
激光切割外形(外形加工到尺寸,2个斜槽不切割)后,CNC加工2个斜槽和端面。 |
件 |
1 |
2A12 |
6 |
翼肋竖6 |
激光切割外形(外形加工到尺寸,2个斜槽不切割)后,CNC加工2个斜槽和端面。 |
件 |
1 |
2A12 |
7 |
翼肋竖7 |
激光切割外形(外形加工到尺寸,2个斜槽不切割)后,CNC加工2个斜槽和端面。 |
件 |
1 |
2A12 |
8 |
横骨架2 |
激光切割 |
件 |
1 |
2A12 |
9 |
横骨架3 |
激光切割 |
件 |
1 |
2A12 |
10 |
横骨架4 |
激光切割 |
件 |
1 |
2A12 |
11 |
横骨架5 |
激光切割 |
件 |
1 |
2A12 |
12 |
横骨架6 |
激光切割 |
件 |
1 |
2A12 |
13 |
横骨架7 |
激光切割外形(外形加工到尺寸,7个斜槽不切割)后,CNC加工7个斜槽。 |
件 |
1 |
2A12 |
14 |
横骨架8 |
激光切割 |
件 |
1 |
2A12 |
15 |
横骨架9 |
激光切割 |
件 |
1 |
2A12 |
16 |
横骨架10 |
激光切割 |
件 |
1 |
2A12 |
17 |
横骨架11 |
激光切割 |
件 |
1 |
2A12 |
18 |
横骨架12 |
激光切割 |
件 |
1 |
2A12 |
19 |
蒙皮支撑板1 |
CNC |
件 |
2 |
2A12 |
20 |
蒙皮支撑板2 |
CNC |
件 |
2 |
2A12 |
21 |
蒙皮支撑板3 |
CNC |
件 |
2 |
2A12 |
22 |
蒙皮支撑板4 |
CNC |
件 |
2 |
2A12 |
23 |
钻模 |
激光切割外形并开孔,CNC加工7个斜槽。 |
件 |
1 |
2A12 |
24 |
反面蒙皮1 |
CNC |
件 |
1 |
5052 |
25 |
反面蒙皮2 |
CNC |
件 |
1 |
5052+不需要加工孔 |
26 |
反面蒙皮3 |
CNC |
件 |
1 |
5052+不需要加工孔 |
27 |
反面蒙皮4 |
CNC |
件 |
1 |
5052 |
28 |
正面蒙皮1 |
CNC |
件 |
1 |
5052 |
29 |
正面蒙皮2 |
CNC |
套 |
2 |
5052+其中1件打孔,另一件不打孔 |
30 |
正面蒙皮3 |
CNC |
件 |
2 |
31 |
正面蒙皮4 |
CNC |
件 |
1 |
5052 |
32 |
插锁 |
CNC |
件 |
6 |
2A12 |
33 |
底座 |
CNC(可以拼焊) |
件 |
3 |
2A12 |
34 |
夹具 |
CNC |
套 |
3 |
2A12 |
35 |
激光位移传感器支架 |
钣金 |
件 |
5 |
|
表4 发动机加工明细 |
序号 |
名称 |
加工方式 |
单位 |
数量 |
备注 |
1 |
静子叶片 |
CNC |
件 |
18 |
6061 |
2 |
二导叶片 |
CNC |
件 |
18 |
6061 |
3 |
低压涡轮轴 |
CNC |
件 |
1 |
2A12-T4 |
4 |
低压涡轮轴盘 |
CNC |
件 |
1 |
2A12-T4 |
5 |
一级转子叶片内板 |
CNC |
件 |
36 |
2A12-T4 |
6 |
一级转子叶片外缘 |
CNC |
件 |
36 |
2A12-T4 |
7 |
二级转子叶片内板 |
CNC |
件 |
36 |
2A12-T4 |
8 |
二级转子叶片外缘 |
CNC |
件 |
36 |
2A12-T4 |
9 |
五角密封跑道 |
CNC |
件 |
1 |
7075 |
10 |
盘心封严环 |
CNC |
件 |
1 |
7075 |
11 |
四角封严环 |
CNC |
件 |
1 |
7075 |
12 |
二导到一导 |
激光切割+CNC |
件 |
1 |
2A12 |
13 |
盘间封严挡板 |
铸造+CNC |
件 |
1 |
ZL101A |
14 |
低压二级涡轮盘 |
铸造+CNC |
件 |
1 |
15 |
低压一级涡轮盘 |
铸造+CNC |
件 |
1 |
16 |
二导内环块 |
铸造+CNC |
件 |
1 |
17 |
二导叶片内缘 |
铸造+CNC |
件 |
1 |
18 |
内环装配组件(后半) |
铸造+CNC |
件 |
1 |
19 |
内环装配组件(前半) |
铸造+CNC |
件 |
1 |
20 |
静子内缘板 |
铸造+CNC |
件 |
1 |
21 |
二导外环焊接组件 |
铸造+CNC |
件 |
1 |
22 |
二导叶片外缘 |
铸造+CNC |
件 |
1 |
23 |
外环焊接组件 |
铸造+CNC |
件 |
1 |
24 |
低压一导机匣 |
铸造+CNC |
件 |
1 |
25 |
低压二导机匣 |
铸造+CNC |
件 |
1 |
26 |
静子外缘板 |
铸造+CNC |
件 |
1 |
以下是各部分的加工详情及要求。
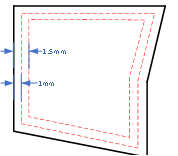
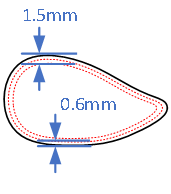
1. 扣板
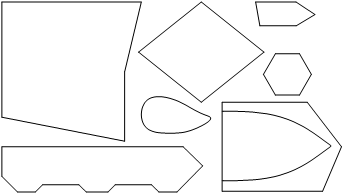
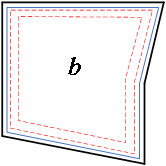
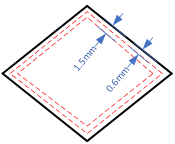
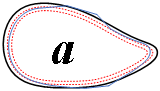
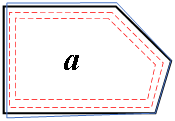
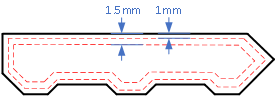
在航空工业中需要修配的扣板或者蒙皮会留有1mm--2mm的余量,缝隙要求[0.6,1.5]mm。
以每种扣板的扣板槽边界为基准,综合余量及缝隙要求,画出满足装配缝隙要求的扣板边界,大致分为扣板可以装进扣板槽和装不进去扣板槽两种情况,来模拟航空加工中待修配扣板的真实情况,详细的说明如下:
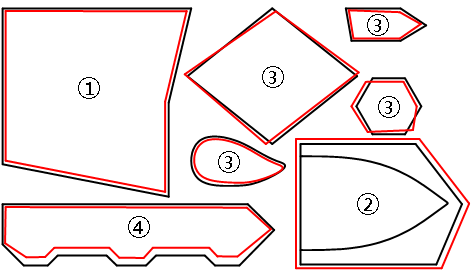
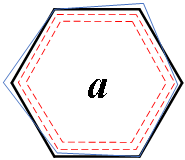
(1)各扣板变种
① A板
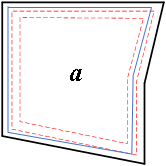
a左侧线段和顶端线段全部超出1mm缝隙0.5mm;右侧两折线段,超出1.5mm缝隙0.25mm;右下角顶点交于1mm缝隙之上,左下角顶点则取在扣板理论尺寸边界与1mm缝隙之间即可;
b加工扣板所有边以配合缝隙1mm为标准,均超出0.5mm;
c左上顶点,沿135°方向平移0.5mm,扣板的其余顶点不变。
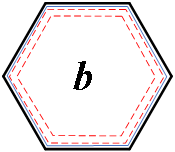
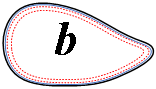
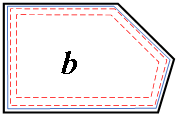
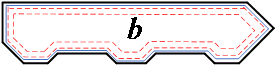
② B板
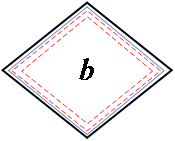
a左侧顶点沿水平对称轴方向左移0.5mm,上下两顶点均在理论边界与0.6mm缝隙中间(即在竖直轴向超出0.6mm缝隙0.3mm)
b加工扣板所有边以配合缝隙0.6mm为标准,均超出0.3mm。
c上下两顶点均沿竖直对称轴方向超出0.6mm缝隙0.3mm,而左右两顶点则在水平对称轴上的0.6mm缝隙与1.5mm缝隙中间(即超出1.5mm缝隙0.45mm)
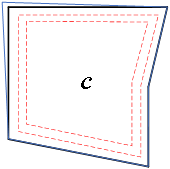
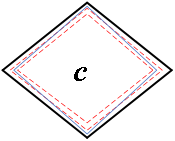
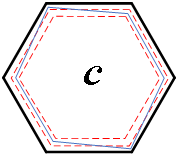
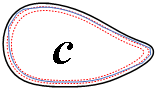
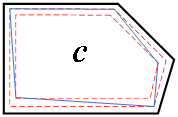
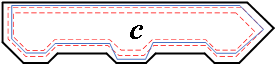
③ C板



a左上角点沿着顶边左移0.5mm,最右侧顶点位于0.6mm缝隙上,其余顶点位于理论边界上。
b加工扣板所有边以配合缝隙0.6mm为标准,均超出0.3mm。
c左侧边超出0.6mm缝隙0.3mm,顶边与右上侧边位于0.6mm缝隙与1.5mm缝隙中侧,底边位于0.6mm缝隙上,右侧顶点位于0.6mm与理论边界内即可。
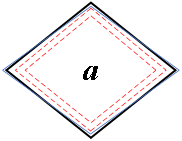
④ D板
a左侧与右上两顶点均沿对称轴方向超出理论边界0.5mm,左下与右侧两顶点均沿对称轴方向超出0.6mm缝隙0.3mm,其余顶点位于理论边界上。
b加工扣板所有边以配合缝隙0.6mm为标准,均超出0.3mm。
c左上与右下两顶点均沿对称轴方向超出0.6mm缝隙0.3mm;其余顶点均分别在其对应的对称轴上超出1.5mm缝隙0.45mm(即在0.6mm与1.5mm缝隙的中间)
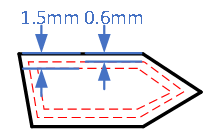
⑤ E板
a上侧中段部分边界超出理论边界0.8mm,右下侧部分边界超出理论边界0.7mm,其余边界位于理论边界内。
b加工扣板所有边以配合缝隙0.6mm为标准,均超出0.3mm。
c左上与最右端部分边界超出0.6mm缝隙0.3mm;其余顶点均分别在其对应的对称轴上超出1.5mm缝隙0.45mm(即在0.6mm与1.5mm缝隙的中间)
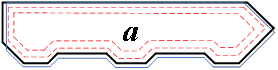
⑥ F板
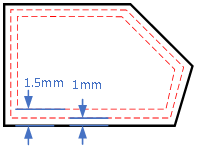
a左侧边超出1mm缝隙0.5mm,顶测边超出理论边界0.5mm,左下角的顶点沿左侧边方向超出底边0.5mm,右上角顶点位于理论边界右上角顶点的正上方,其余顶点均位于理论边界上。
b加工扣板所有边以配合缝隙1mm为标准,均超出0.5mm。
c左上,右上,右下顶点均位于1mm缝隙上,其余位于1.5mm缝隙上。
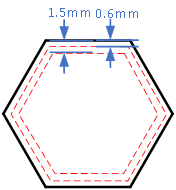
⑦ G板
a顶边位于理论边界上,左侧边与右上侧边均超出1mm缝隙0.5mm,其余边均超出理论边界0.5mm。
b加工扣板所有边以配合缝隙1mm为标准,均超出0.5mm。
c左侧边位于1mm缝隙与1.5mm缝隙中间,顶边超出1mm缝隙0.5mm,右上边位于1mm缝隙上,底侧的水平边均位于1mm缝隙和1.5mm缝隙中间(即超出1.5mm缝隙0.25mm),至于水平边的顶点位置,均向内侧取缝隙,位于对应缝隙顶点之下。
(2)扣板加工要求
① 轮廓处理:锐角锐边不要倒钝,但毛刺飞边需要去除;
② 零件表面处理:
③ 材料要求:
④ 尺寸及精度要求:相关零件尺寸及形状必须严格按照数字零件模型,相关尺寸的加工精度至少达到±0.1mm,不可有翘曲和变形。
2. 相似件
共计两种相似件,每种相似件加工15个,加工方式:CNC,材质:2A12,加工精度:±0.02mm。具体尺寸要求如下表所示:
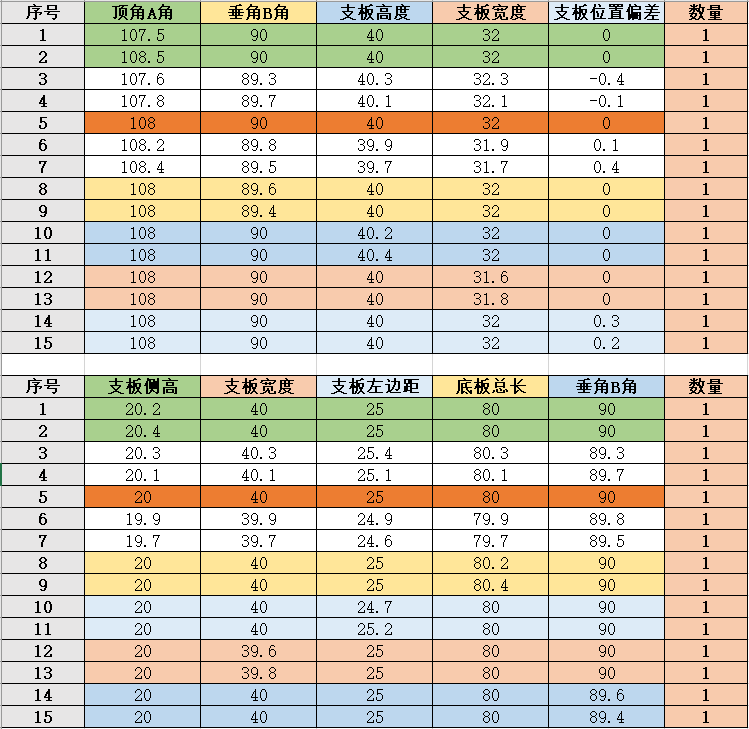
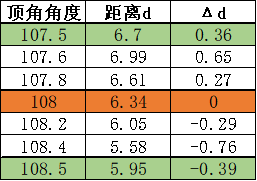
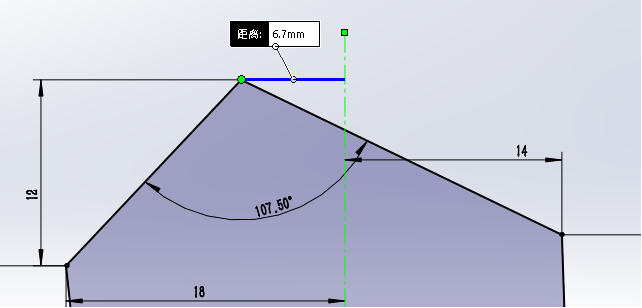
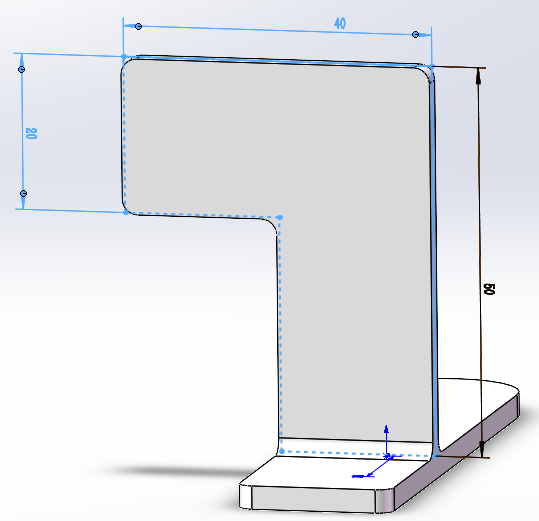
(1)相似件1设计
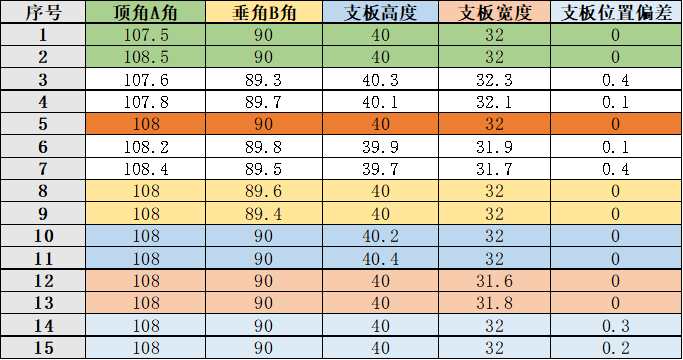
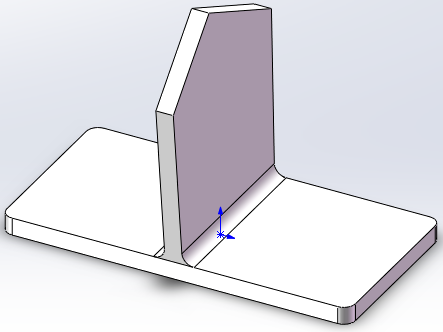
在顶角、垂角、总高三个尺寸上对角片1进行区分,参考零件为5号,顶角108度,垂角90度,总高40mm。顶角分为107.5度和108.5度两种;垂角分为89.6度和89.4度两种;支板高度分为40.2mm和40.4mm两种;支板宽度分为31.6mm和31.8mm两种;支板位置偏差分为0.2mm和0.3mm两种。除此之外,设置四个非控制变量组,即每个尺寸都有所变化,非控制变量组的零件尺寸变化可以与控制变量组的零件形成尺寸变化趋势,可以达到6组实验数据,满足实验要求。上述非控制变量组零件中,较相似的3号和7号零件与参考零件区别为顶角±0.4度,垂角0.7度和0.5度,支板高度±0.3mm,支板宽度±0.3mm,支板位置偏差均为0.4mm。极相似的4号与6号零件与参考零件的区别为顶角±0.2度,垂角0.3度和0.2度,支板高度±0.1mm,支板宽度±0.1mm,支板位置偏差均为0.1mm。上述零件总计15种。
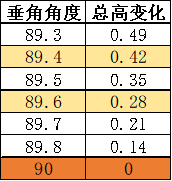
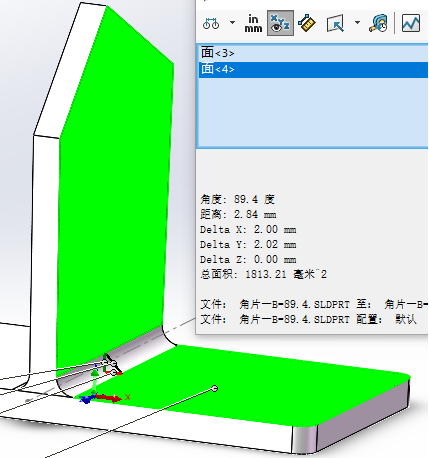
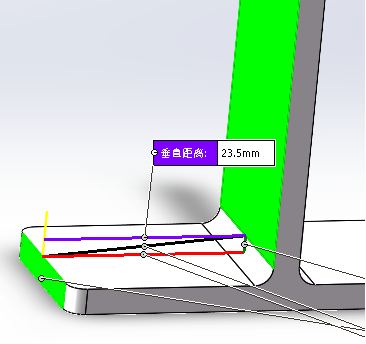
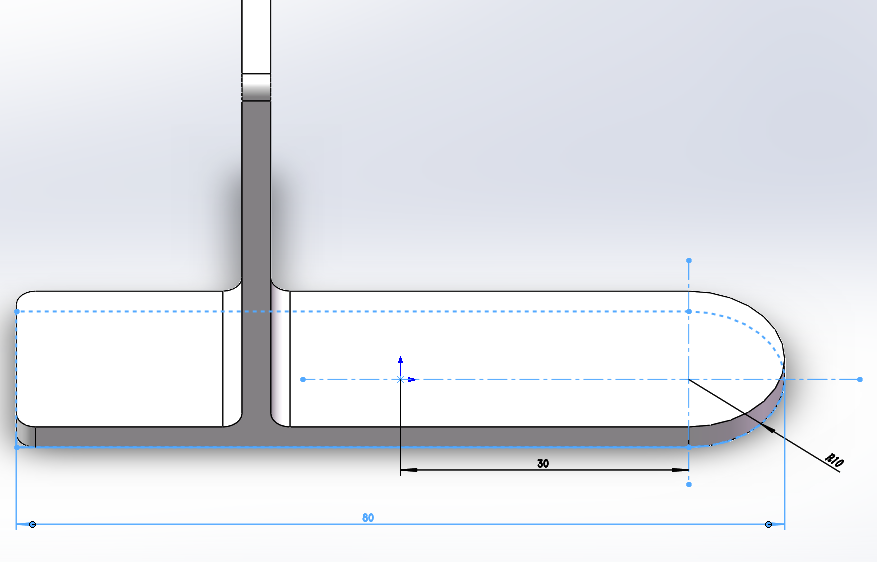
(2)相似件2设计
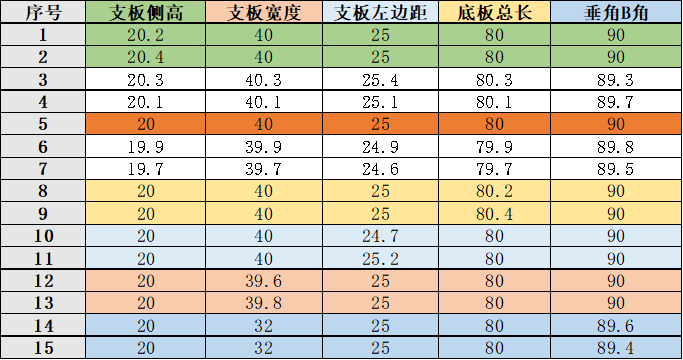
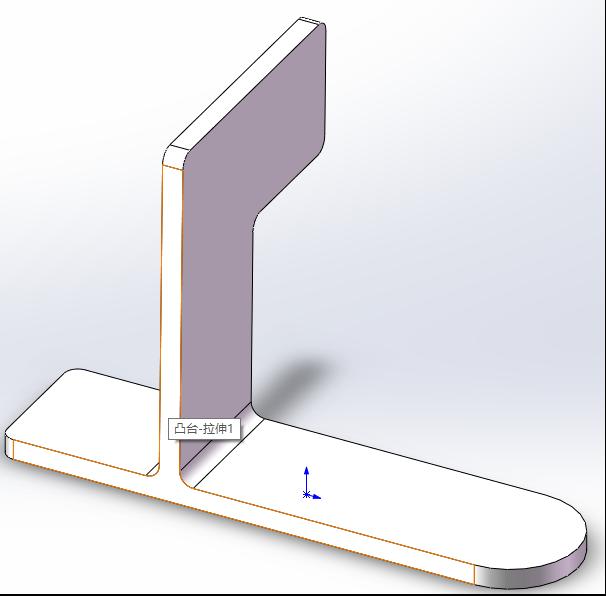
同相似件1,设置支板侧高、支板宽度、支板左边距、底板总长和垂角五个变量,支板侧高分为20.2mm与20.4mm两组,支板宽度分为39.6mm与39.8mm两组,支板左边距分为24.7mm与25.2mm两组,底板总长分为80.2mm与80.4mm两组,垂角分为89.6度与89.4度两组,共10个零件,非控制变量组4个零件尺寸见表,与控制变量组的零件形成对照,加上参考的零件本身,总计15个零件,如上表所示。
3. 翼面吊装
(1)工装
① 铝型材_工装.Step 用铝型材搭建的框架,尺寸按照模型文件尺寸1:1;角码按需购买。
型号 |
长度(mm) |
数量 |
3060 |
1200 |
4 |
3060 |
800 |
8 |
3360 |
160 |
4 |
3060 |
160 |
2 |
6060角码 |
|
20 |
3030角码 |
|
24 |
② 铝型材_传感器支架整体.STEP 用铝型材搭建的框架,需要注意打孔的位置。,尺寸按照模型文件尺寸1:1。
型号 |
长度(mm) |
数量 |
3030 |
1300 |
2 |
3030 |
1400 |
3(其中一根按模型打孔) |
3030 |
400 |
3(其中一根按模型位置打孔) |
3060 |
400 |
1 |
3030 |
600 |
2 |
转向角码3030 |
|
6 |
3030角码 |
|
24 |
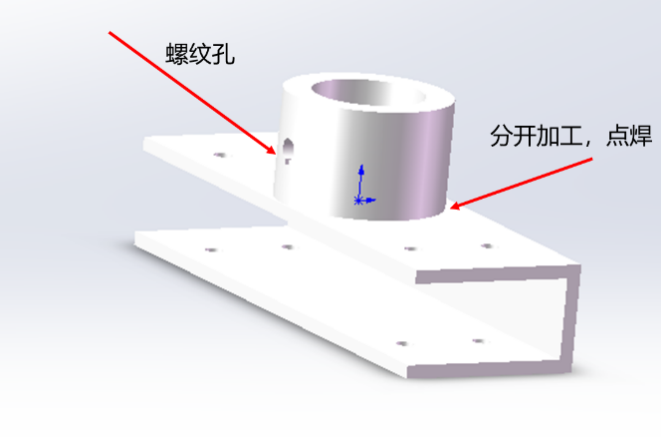
③ 插锁、底座、夹具这三个是配套的,需要做4套。注意图中箭头所指的孔需要打成螺纹孔。底座和夹具可以用点焊加工。
④ 吊耳,直接按模型在6060角码上打洞,需要4个。
⑤ 激光位移传感器支架,按模型加工4个
(2)鸭翼
鸭翼轴对接试验台是用于验证机翼轴对接吊装场景。以下是关于鸭翼轴对接部分的设计和制造思路过程的简要说明。
① 设计思路:
鸭翼轴对接试验台的设计旨在验证机翼轴对接吊装场景。机翼和轴通过销连接,机翼轴插入箱体内完成对接。为了研究不同轴尺寸的对接,设计了多套尺寸的可更换套筒,实现不同轴径的对接。
② 制造思路:
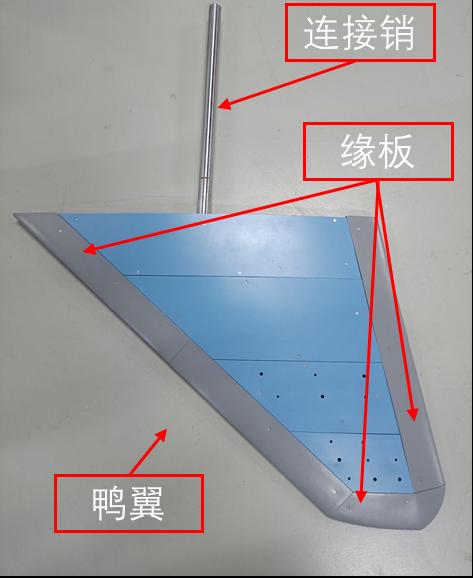
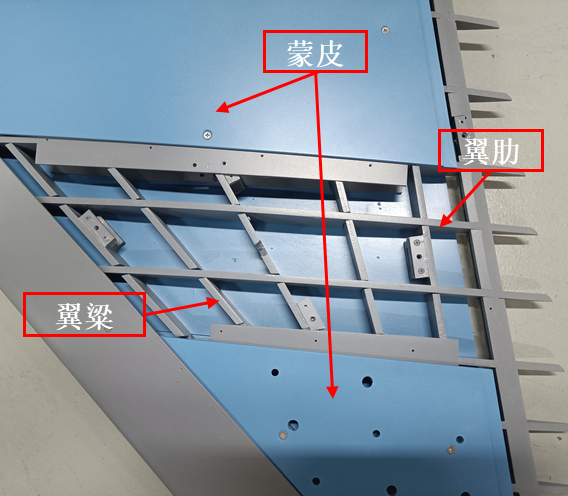
图1 鸭翼整体图和内部结构图

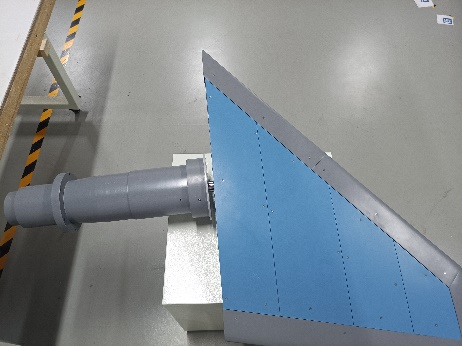
图2 鸭翼销内部固定结构图和鸭翼轴连接图

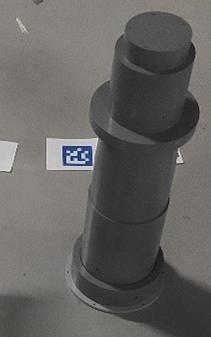
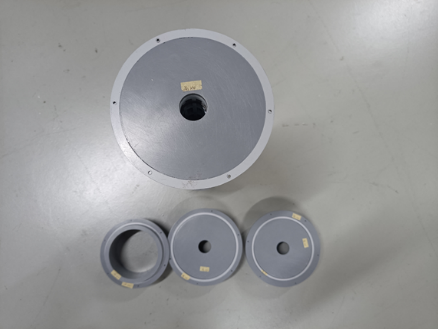
图3 轴不同视角图及不同尺寸套筒

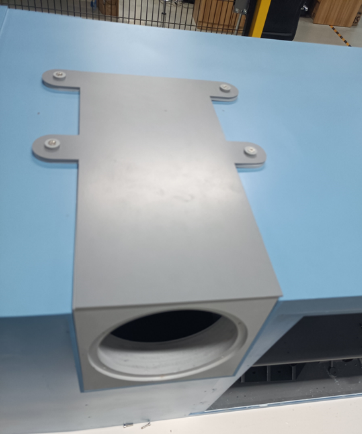
(a)箱体完整结构图 (b)箱体内部结构图

(c)箱体侧视图
图4 箱体结构图

图5 整体连接图
4. 发动机
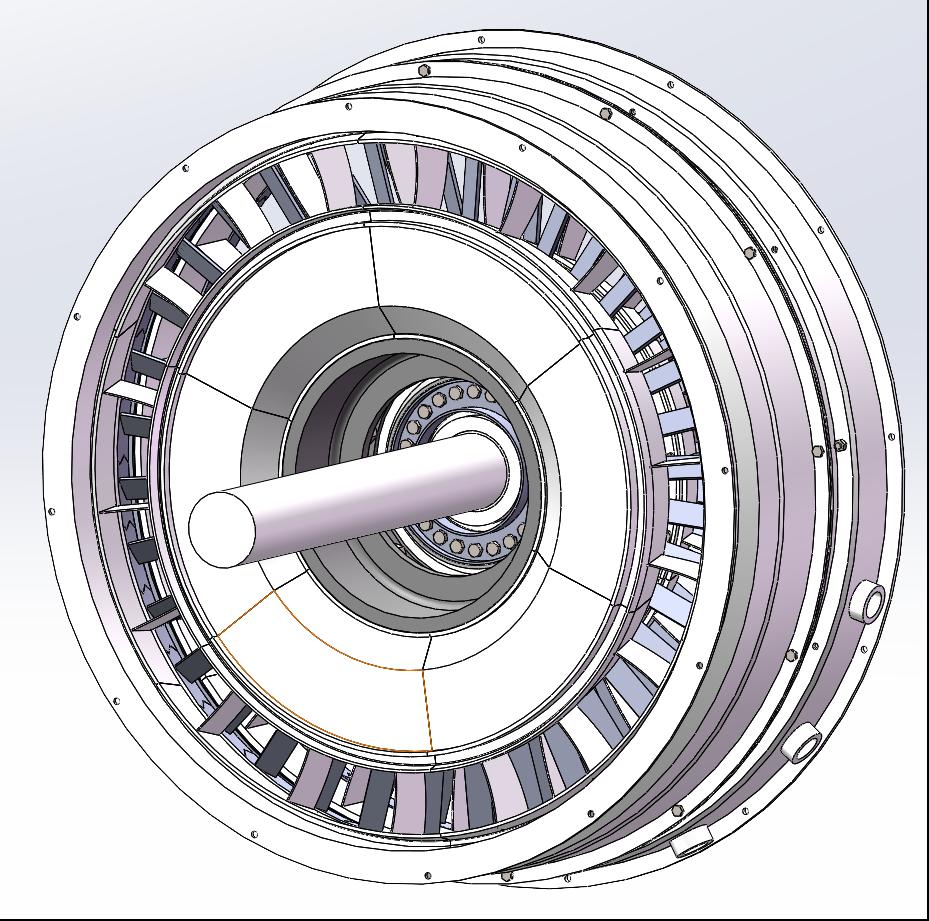
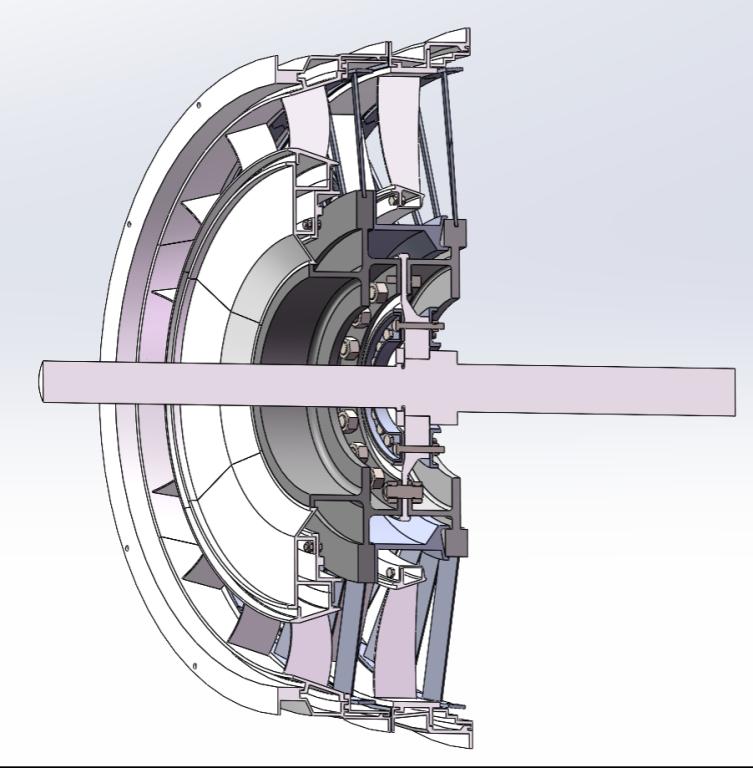
发动机三维图如上图所示,具体加工要求如下:
静子叶片、二导叶片、低压涡轮轴、低压涡轮轴盘、一级转子叶片内板、一级转子叶片外缘、二级转子叶片内板、二级转子叶片外缘、五角密封跑道、盘心封严环、四角封严环多使用CNC加工,材料使用铝合金。静子叶片、二导叶片两端接触面加工有装配要求,两侧弧度无精度要求,一般精度即可,材料为6061。低压涡轮轴、低压涡轮轴盘要求过盈配合,不需拆卸材料为2A12-T4。一级转子叶片内板、一级转子叶片外缘之间使用螺栓按照图纸装配要求固定,可不拆卸;二级转子叶片内板、二级转子叶片外缘同理,四者材料为2A12-T4。其余装配完后可手工反复拆卸,材料为7075。盘间封严挡板、低压二级涡轮盘、低压一级涡轮盘、二导内环块、二导叶片内缘、内环装配组件(后半)、内环装配组件(前半)、静子内缘板、二导外环焊接组件、二导叶片外缘、外环焊接组件、低压一导机匣、低压二导机匣、静子外缘板使用先铸造后CNC加工的方式,材料为ZL101A,所有配合面要求机加工保证精度,其余面要求做到可手工反复拆卸。二导到一导使用激光切割+CNC,材料为2A12。
(二)交付要求
1.所有样件必须在2023年12月15日之前完成加工,并交付至甲方指定收货地点。
2.所有样品表面光滑平整,去除毛刺飞边,不应有划痕、擦伤、坑洼等表面缺陷;喷漆前,必须将油脂、灰尘、泥土等污物去除干净。
3.所采用的材料,不可使样品因为自身重力和轻微外力而弯曲,加工样品不能随着时间延长,而发生变形。
4.几何形状加工精度要求达到或者优于±0.02mm。
5.所有零部件所采用的材料大部分为铝合金,具体详情后续与商家商议。
(三)质保要求
1.质保要求:产品的保质期为5年。
2. 质保期内需提供在交货地的产品售后,相关差旅费用由供货方承担。
3. 材料包装标准:原厂原包装,确保在正常作业和装卸条件下安全无损地到达交货地点,因供方运输过程中产生的丢失、损毁等损害后果由供货方承担。
二、对供应商资格要求
(一)供应商的资格要求
1. 具有独立法人资格及相关证照,具有良好信誉及合同履行能力,具有良好资金、财务状况。
2. 供应商能够自行完整应提供本采购需求项下所有服务,除采购文件明确的或经采购人书面同意以外,不得将本项目项下全部或部分服务分包或转包。
3. 供应商不得被列入失信被执行人、重大税收违法案件当事人名单、政府采购严重违法失信行为名单记录,且在西安交大采购办供应商库中无不良记录。
(二)供应商报名方式
符合本公告要求的供应商,发送邮件至nancy1983@xjtu.edu.cn报名。报名时间:2023年11月24日至2023年11月28日。报名信息须包含:供应厂商名称、法定代表人信息、委托代理人信息、联系方式(邮箱、电话)等。
三、采购文件的发布时间及地点等
预算金额:28万元
磋商时间:2023年11月30日14:30
获取磋商文件时间: 2023年11月24日至2023年11月28日
获取磋商文件方式:报名的供应商将通过邮件获取磋商文件
响应文件递交时间: 2023年11月30日14:30
响应文件递交地址: 西安市碑林区咸宁西路28号金沙威尼斯欢乐娱人城西二楼第三会议室
响应文件开启时间: 2023年11月30日14:30
响应文件开启地点: 西安市碑林区咸宁西路28号金沙威尼斯欢乐娱人城西二楼第三会议室
